Blog

Empaques Monomaterial: Los nuevos requerimientos del mercado
En los últimos años, se ha presentado un cambio significativo en el sector de empaques, con un enfoque creciente en la sostenibilidad y la gestión responsable de los recursos. La tendencia ha sido clara: se han desarrollado productos de empaques que buscan cerrar el ciclo de vida de los materiales, promoviendo el reuso y la inclusión en la cadena de reciclaje; esto asociado al concepto monomaterial, que se refiere a productos de empaques en los cuales el porcentaje de otros materiales no debe superar el 10%.
Estos avances reflejan el compromiso de la industria con la reducción de desechos y la promoción de prácticas más sostenibles, satisfaciendo así las crecientes demandas del mercado en materia de responsabilidad ambiental.
Compromiso con la sostenibilidad desde la producción de las materias primas
En Esenttia consolidamos nuestro compromiso con la sostenibilidad durante más de una década. Es una búsqueda constante por mejorar las propiedades de los materiales, y esto va más allá de las aplicaciones técnicas; al obtener materiales que cumplan con los estándares de monomaterial y, en última instancia, contribuyan a la sostenibilidad ambiental.
Para lograrlo, enfocamos nuestra atención en la fase de procesamiento, donde la reología y los aditivos desempeñan un papel crucial, buscando así que las materias primas se alineen con las necesidades de nuestros clientes y mejoren su productividad, por ello, el foco de atención está en los ciclos de producción, un factor esencial para mantener la competitividad en el mercado actual.
Es importante destacar que, las marcas han puesto un énfasis significativo en los costos y la calidad de los productos. Exigen características de biodegradabilidad y facilidad de reciclaje en sus productos, respondiendo a las normativas ambientales y a la reducción del impacto en el entorno. El objetivo final es cerrar el ciclo de vida de cada empaque, facilitando que el consumidor final pueda separar y reciclar de manera sencilla.
5 aspectos clave en el desarrollo de Empaques Monomaterial
- Productos que sean competitivos y fáciles de procesar: Es crucial que los empaques monomaterial sean competitivos en el mercado, tanto en términos de costos como de eficiencia en la cadena de producción. Deben ser fáciles de procesar para optimizar la eficiencia de fabricación y garantizar que los costos asociados con la producción sean competitivos en comparación con otros tipos de empaques.
- Capacidad de formación de película y compatibilidad con máquinas de empaques existentes: La capacidad de formación de película es esencial para adaptar el empaque a diferentes formas y tamaños de productos. Además, la compatibilidad con las máquinas de empaque existentes asegura una transición fluida en las líneas de producción. Un empaque monomaterial debe poder integrarse eficientemente en las maquinarias ya utilizadas en la industria sin requerir modificaciones costosas.
- Mejora en las propiedades mecánicas: Este aspecto es importante porque garantiza que el empaque sea capaz de soportar las tensiones y presiones asociadas con la manipulación, transporte y almacenamiento, asegurando la integridad del producto en todo momento.
- Propiedades de barrera funcional: Es la capacidad del empaque para proteger el producto contra factores externos, como luz, oxígeno y aromas. Estas propiedades son cruciales para preservar la frescura y la calidad del producto, contribuyendo a su vida útil y satisfaciendo las expectativas del consumidor.
- Sellabilidad: Se refiere a la capacidad del empaque de cerrarse de manera efectiva y mantener esa integridad durante la vida útil del producto. Un sello efectivo es esencial para preservar la frescura, evitar la contaminación y garantizar que el producto llegue al consumidor en condiciones óptimas.
Propiedades que ofrece el Polipropileno (PP)
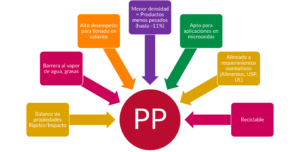
El Polipropileno se destaca en el desarrollo de empaques monomateriales por su equilibrio entre rigidez/impacto proporcionando al producto final una película o envase con cuerpo, manteniendo al mismo tiempo la resistencia al rasgado necesaria para evitar la ruptura. Además, el PP confiere una excelente barrera al vapor de agua y grasas, lo que lo hace ideal para envases asociados con productos como granos de café y alimentos grasos como la margarina. Su capacidad para resistir altas temperaturas lo convierte en una elección adecuada para aplicaciones de llenado en caliente, como envases aptos para microondas, donde la resistencia térmica es fundamental.
Su densidad es menor en comparación con otros materiales. Esto tiene un impacto positivo en la reducción del peso del producto final, lo que es especialmente relevante en la cadena de reciclaje, ya que durante el proceso de reciclaje, los productos se separan según su densidad, lo que hace que el PP y el PE sean fácilmente reconocibles y reciclables.
Por último, el cumplimiento de requerimientos normativos es esencial en la industria de los envases, y el PP ha sido sometido a rigurosas pruebas y certificaciones que validan sus características mecánicas y de procesamiento. Esto asegura que los productos fabricados con este material cumplan con los estándares de calidad y seguridad exigidos en industrias como la de alimentos. En conjunto, estas propiedades hacen del PP una elección sólida y versátil en el desarrollo de empaques monomateriales, cumpliendo con las demandas de resistencia, barrera, peso ligero y conformidad normativa.
¿En qué hemos venido trabajando?
Productos más livianos
En Esenttia, adoptamos este enfoque mediante el desarrollo de productos con mayor cristalinidad, como nuestras referencias 03H82NA-TAR diseñada para termoformado, 02H82-AC para procesos de termoformado y película BOPP, y la 20H92N para inyección. La cristalinidad en los materiales se asocia principalmente con la organización de las cadenas que lo conforman internamente durante el proceso de solidificación. Estos materiales poseen estructuras organizadas lo que les confiere rigidez, resistencia a la flexión y una tendencia a la opacidad.
Alta resistencia química
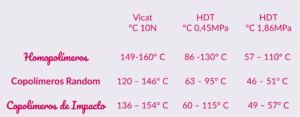
En línea con el aspecto anterior, el polipropileno destaca por su capacidad para soportar altas temperaturas, lo que lo convierte en una elección destacada para diversas aplicaciones en diversos sectores del mercado, como empaques de alimentos para microondas, o envases donde requieran llenado en caliente. A continuación, te invitamos a conocer las temperaturas de las distintas familias de Polipropileno:
Trabajo en conjunto y nuevos procesos
Valoramos el poder de la colaboración y el trabajo en equipo. Por esta razón, en colaboración con nuestros clientes, hemos explorado la integración del polipropileno en procesos de transformación en donde no es habitual su uso masivo, como el blown film. A partir de esto, hemos desarrollado soluciones innovadoras que permiten abordar los desafíos del mercado, como las referencias 01H41, 01H45 y 02H82-AC, especialmente diseñadas para aplicaciones que demandan rigidez y alta resistencia térmica, como los empaques de llenado en caliente.
Asimismo, contamos las referencias 01R25 y 02R01CA-1, diseñadas para aplicaciones como empaques de granos, donde se requiere transparencia y un sellado eficaz de alto rendimiento. Adicionalmente, desarrollamos la referencia 01C25, que se distingue por su excelente resistencia mecánica y a bajas temperaturas, cualidades ideales para empaques pouches y retortables.
En conjunto, estas soluciones reflejan nuestro compromiso con la innovación y la adaptabilidad, abriendo nuevas posibilidades en la aplicación del polipropileno en diversos sectores y procesos de transformación.
Somos conscientes que más allá de proporcionar soluciones efectivas en el presente, estamos forjando un camino hacia un futuro más sostenible y eficiente.
Si deseas conocer más sobre Empaques y Productos Monomateriales, haz clic aquí
